
Servicio especializado
Rebobinado de Generadores Eléctricos Industriales · Estator y Rotor
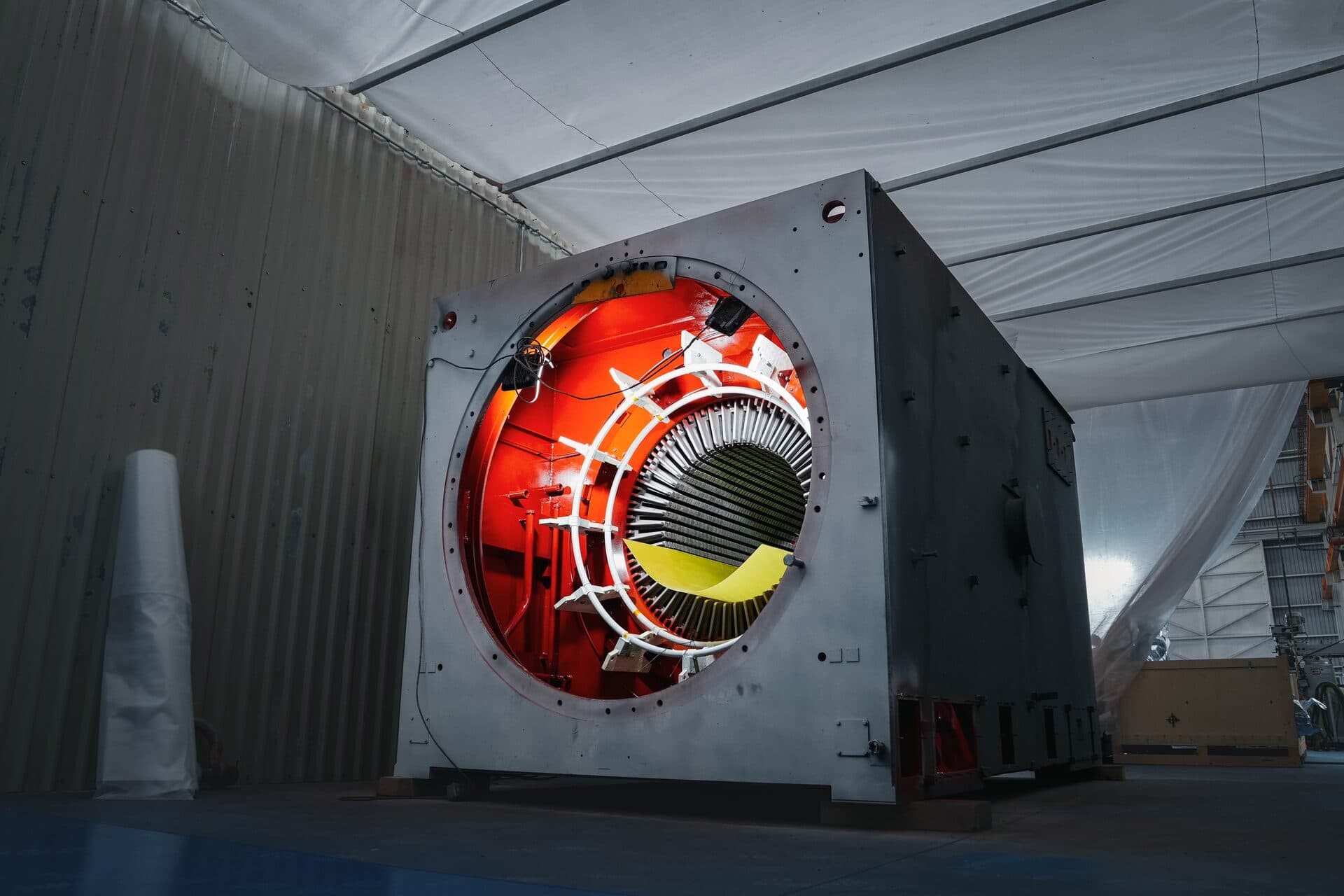
Rebobinado de generadores eléctricos industriales: devanados completos de estator y de rotor (polos lisos y polos salientes) para generadores síncronos, turbogeneradores e hidrogeneradores hasta 350 MW. El rebobinado de estatores incluye análisis del aislamiento interlaminar del núcleo, verificación del par de apriete de los sistemas de sujeción del laminado, retiro del bobinado agotado, fabricación e instalación de nuevas bobinas con materiales modernos (mica-glass, resinas epóxicas), cuñas, rellenos planos y ondulados, separadores, anillos y todos los materiales de montaje. Impregnación al vacío y presión (VPI) y certificación bajo CFE LAPEM W4200-12 en taller propio. Servicio en México y Centroamérica.
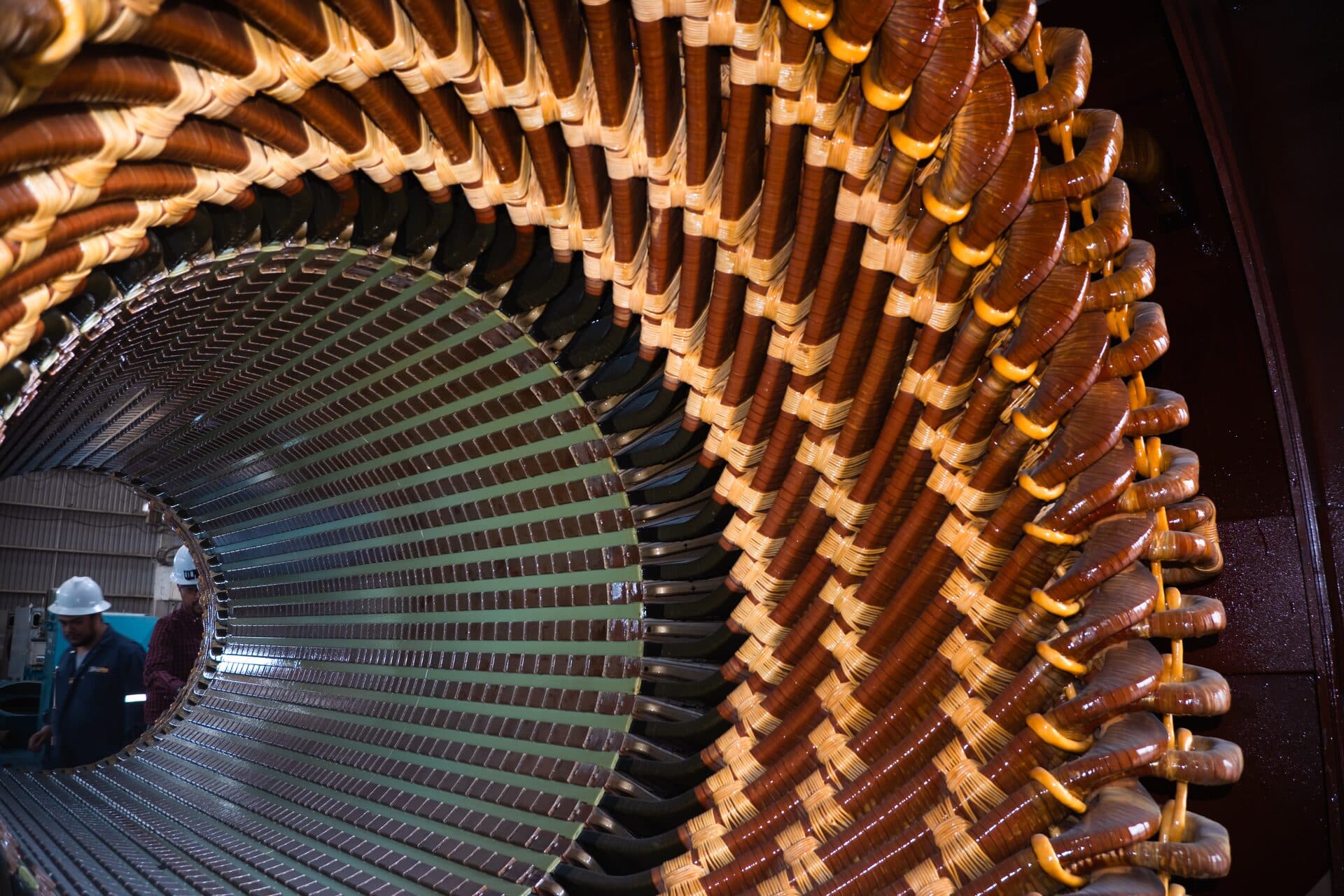
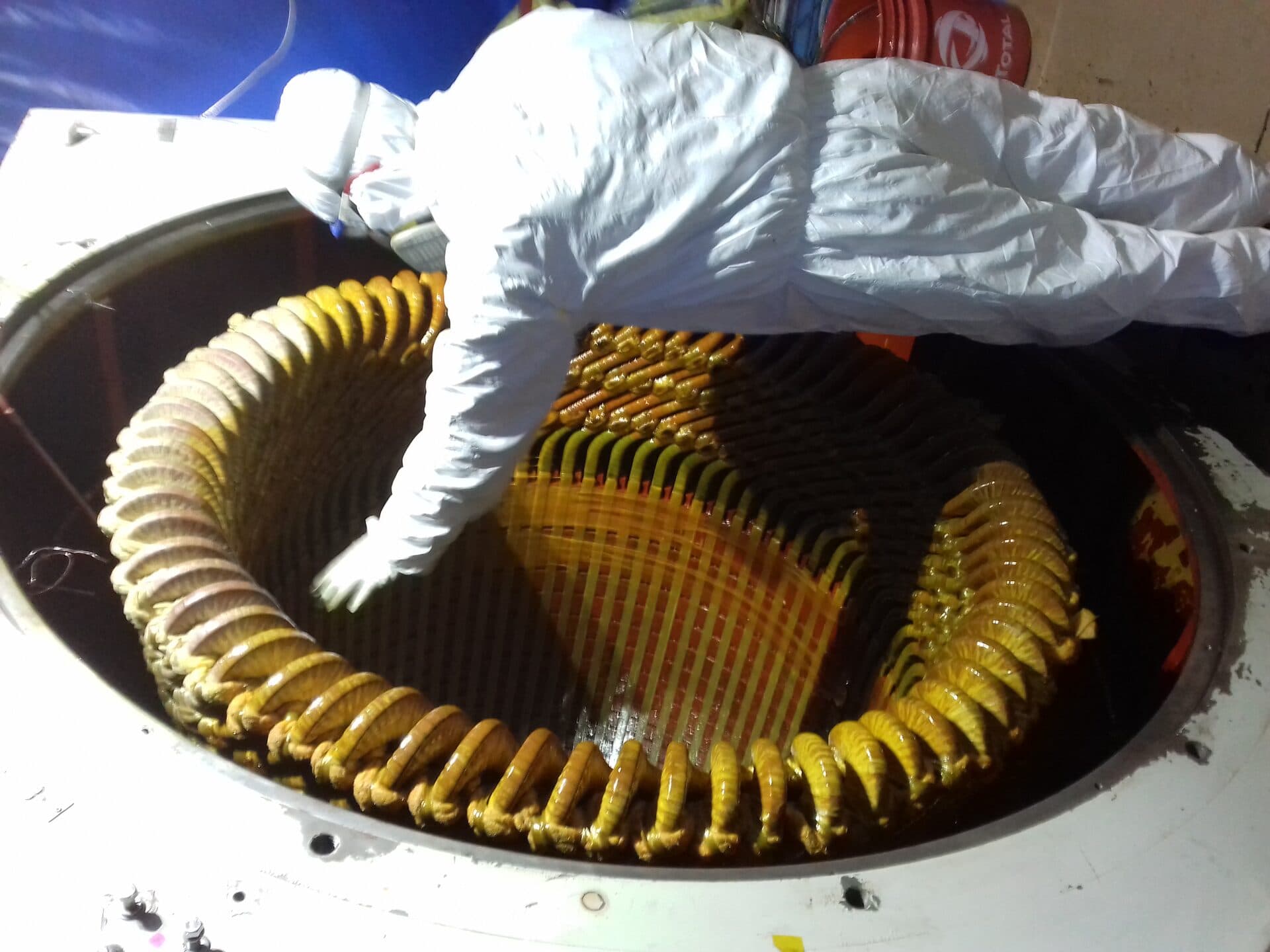
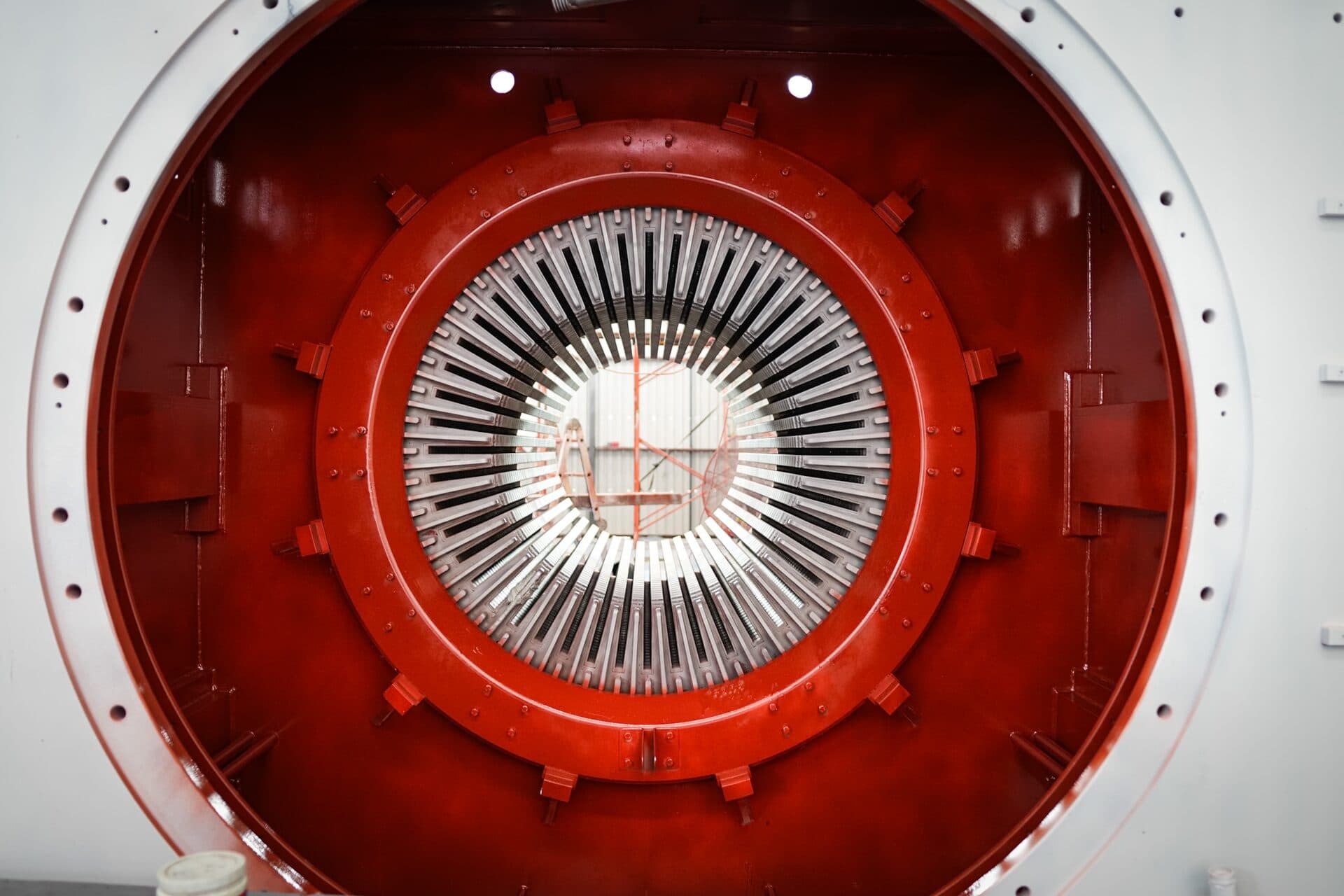
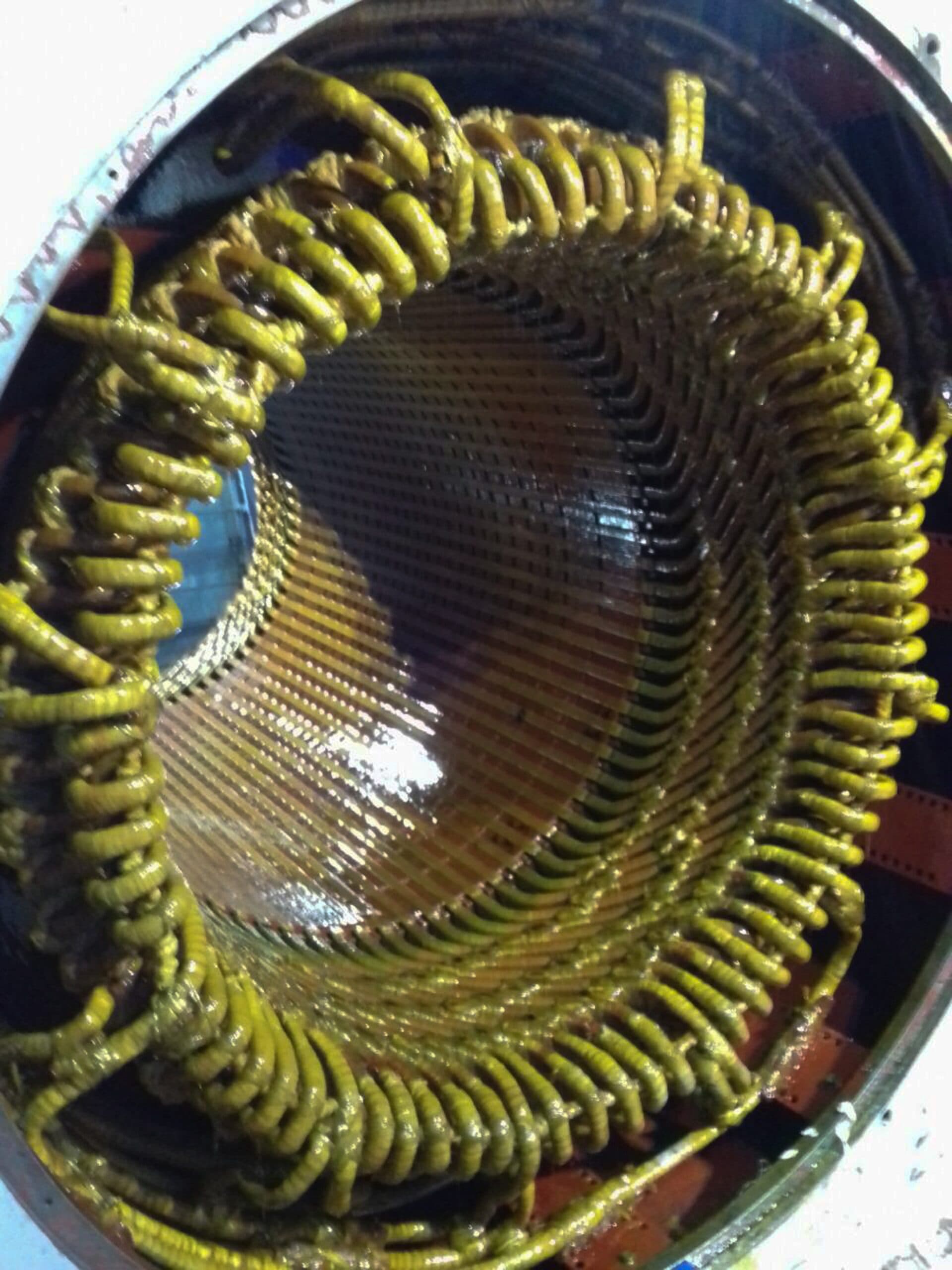
Galería · Rebobinado de Generadores Eléctricos Industriales · Estator y Rotor
Trabajos reales en taller TEMISA Power Gen y en sitio del cliente — México y Centroamérica.











Capacidades
Lo que incluye el servicio de rebobinado
Rebobinado en taller propio en Tlajomulco con tina de impregnación al vacío, horno de curado y banco de pruebas dedicado. Cobre certificado, aislamientos clase F/H, resinas epóxicas modernas. Cada paso documentado bajo ISO 9001:2015.
- Rebobinado de devanados de estator hasta 100 MVA bajo CFE LAPEM W4200-12
- Rebobinado de devanados de rotor (campo) — polos salientes y polos lisos
- Bobinas pre-formadas y bobinas concentradas según diseño OEM
- Cobre certificado calibre adecuado al diseño + aislamiento clase F/H
- Impregnación al vacío con resina epóxica y curado controlado en horno
- Pruebas Hipot AC/DC, surge comparison y resistencia óhmica post-rebobinado
- Pruebas de aceptación bajo IEEE 95-2002 e IEEE Std 115
- Garantía estándar de 12 meses sobre el rebobinado en operación normal
Diferenciadores
Por qué TEMISA POWER GEN para rebobinado
Certificación CFE LAPEM W4200-12 — generadores 1 a 100 MVA
Taller propio en Tlajomulco con grúa de 60 toneladas y mecanizado pesado
Recuperación de generadores que la competencia declara pérdida total
Servicio independiente para múltiples marcas OEM (Brush, Siemens, GE, Toshiba, ABB, etc.)
Trazabilidad ISO 9001:2015 con número de orden y firma del responsable
Equipos relacionados
Tipos de equipo donde aplica
Servicios complementarios
Servicios técnicos relacionados
Servicio
Reparación de núcleos magnéticos
Diagnóstico y reparación del núcleo magnético antes del rebobinado bajo IEEE 56 + IEC 60034-26.
Ver servicioServicio
Reparación integral
Recuperación completa de generadores con falla severa.
Ver servicioServicio
Comisionamiento
Pruebas AT y sincronización post-rebobinado bajo CFE LAPEM W4200-12.
Ver servicioCobertura por ciudad
Rebobinado de Generadores Eléctricos Industriales · Estator y Rotor por ciudad — México y Centroamérica
Atendemos rebobinado de generadores eléctricos industriales · estator y rotor desde el taller TEMISA Power Gen en Tlajomulco, Jalisco, hacia los principales corredores industriales y energéticos de México y Centroamérica. Selecciona tu ubicación:
Explicación técnica
Qué es rebobinado de generadores eléctricos industriales · estator y rotor y cuándo aplicarlo
El rebobinado de un generador eléctrico es la reconstrucción completa del sistema de devanados — estator (donde se genera la tensión) o rotor (donde se establece el campo magnético) — cuando el aislamiento original ha llegado al fin de su vida útil por envejecimiento térmico, ha sufrido falla dieléctrica o ha sido dañado por evento operativo (cortocircuito, descarga atmosférica, contaminación severa). Técnicamente involucra retirar el devanado degradado sin dañar el núcleo magnético, fabricar nuevas bobinas con cobre certificado de calibre adecuado al diseño electromagnético, aplicar aislamiento moderno clase F (155 °C) o H (180 °C) con cinta mica-glass, instalar bobinas en ranuras respetando geometría original, conectar cabezas de bobina con soldadura calificada, impregnar el conjunto con resina epóxica bajo vacío y presión (VPI — Vacuum Pressure Impregnation) y curar en horno controlado. El resultado es un aislamiento monolítico libre de vacuolas internas, con resistencia dieléctrica equivalente o superior al equipo nuevo y vida útil esperada de 20–30 años bajo régimen operativo normal. La diferencia entre un rebobinado correcto y uno defectuoso no se ve a simple vista — se mide con pruebas de descargas parciales bajo IEC 60270, Hipot escalonado bajo IEEE 95 y factor de potencia (tan δ) bajo IEEE 286. Por eso el rebobinado solo lo debe ejecutar un taller con certificación CFE LAPEM W4200-12, banco de pruebas dedicado y trazabilidad ISO 9001:2015 documental — un rebobinado mal hecho dura 2–3 años en lugar de 25 y termina destruyéndose con pérdida del activo.
Modalidades
Modalidades de rebobinado que ejecutamos
Rebobinado completo de estator
Reconstrucción total del devanado del estator — retiro de todas las bobinas, inspección y reparación del núcleo magnético si es necesario, fabricación de nuevas bobinas pre-formadas o concentradas según diseño OEM, instalación, soldadura de conexiones, impregnación VPI clase F/H y validación con paquete completo de pruebas IEEE 95.
Cuándo usar: Falla extendida del aislamiento del estator, IP < 1.5 sin recuperación, descargas parciales fuera de tolerancia, edad >25 años en régimen continuo.
Rebobinado de rotor — polos cilíndricos
Para turbogeneradores 1,800/3,600 RPM con rotor cilíndrico (lisos). Retiro del devanado de campo degradado, fabricación de nuevas bobinas con cobre rectangular, aislamiento clase F/H, instalación en ranuras axiales, cuñas magnéticas de retención, balanceo dinámico hasta velocidad de sobreaceleración (120% nominal) y validación con RSO de referencia.
Cuándo usar: Cortocircuito entre espiras detectado por RSO bajo IEEE 95, falla a tierra del campo, degradación del aislamiento clase F/H tras décadas de operación.
Rebobinado de rotor — polos salientes
Para hidrogeneradores y generadores de baja velocidad. Rebobinado polo por polo — desmontaje individual, fabricación de bobina concentrada por polo con cobre certificado, aislamiento clase F/H, instalación con verificación de espacio inter-polar, balanceo dinámico del rotor ensamblado y pruebas individuales (caída de tensión por polo bajo IEEE 95).
Cuándo usar: Centrales hidroeléctricas en modernización, falla localizada en uno o varios polos, degradación generalizada del aislamiento del campo.
Re-aislamiento parcial (no rebobinado total)
Cuando el daño es localizado a una bobina o a un grupo limitado — extracción de las bobinas afectadas, reemplazo individual con bobinas nuevas del mismo diseño, conexión, impregnación localizada y validación. Aplicable cuando el resto del aislamiento aún tiene vida útil documentada.
Cuándo usar: Falla puntual por evento aislado (no por envejecimiento generalizado), urgencia operativa que no permite tiempo de rebobinado total, generador con resto del aislamiento dentro de tolerancia.
Re-impregnación VPI sin retiro de bobinas
Proceso de restauración del aislamiento existente — limpieza del devanado, secado controlado bajo vacío, nueva impregnación con resina epóxica clase F/H y curado. No reemplaza bobinas, restaura la integridad dieléctrica de las existentes. Vida útil extendida 5–10 años cuando el aislamiento base aún es recuperable.
Cuándo usar: Aislamiento contaminado por humedad o partículas pero estructuralmente íntegro, IP recuperable tras secado, generadores legacy donde el rebobinado total no se justifica económicamente.
Rebobinado con re-diseño (repotenciación)
Cuando además del rebobinado se busca aumentar capacidad o eficiencia — recálculo electromagnético con FEM (Finite Element Method), validación térmica del nuevo diseño, fabricación de bobinas con geometría modificada, ajuste de sistema de refrigeración. Requiere validación con OEM o ingeniería independiente.
Cuándo usar: Modernización con repotenciación documentada, upgrade de clase F a H, cambio de régimen operativo del activo.
Comparativa técnica
VPI vs barniz convencional — comparativa de procesos de impregnación
La diferencia entre VPI (Vacuum Pressure Impregnation) y barniz convencional define la calidad y vida útil del rebobinado. Esta tabla resume las diferencias técnicas que el cliente debe conocer antes de aprobar el alcance.
| Criterio | VPI (Vacuum Pressure Impregnation) | Barniz convencional (dip-and-bake) |
|---|---|---|
| Penetración del aislante | Total — vacío extrae aire de cada vacuola | Parcial — quedan vacuolas internas inevitables |
| Resistencia dieléctrica resultante | Alta — aislamiento monolítico | Media — depende de calidad del barniz |
| Descargas parciales (post-impregnación) | Muy bajas — patrón limpio bajo IEC 60270 | Elevadas — vacuolas generan DP detectable |
| Vida útil esperada del aislamiento | 20–30 años en régimen normal | 8–15 años, con degradación progresiva |
| Resistencia a humedad y contaminación | Excelente — superficie sellada | Limitada — barniz envejece y se agrieta |
| Resistencia mecánica a vibración | Alta — bobinas solidarizadas | Media — bobinas pueden moverse en ranura |
| Aplicable a | Generadores >2.3 kV, estándar moderno | Motores baja tensión, aplicaciones no críticas |
| Costo del proceso | Mayor (requiere tina VPI y resina epóxica) | Menor (proceso más simple) |
| Recomendación TEMISA | Estándar en TODO rebobinado de generador | Solo en motores BT y casos específicos justificados |
Proceso técnico
Cómo rebobinamos un generador — proceso técnico paso a paso
1. Diagnóstico inicial y validación del alcance
Pruebas eléctricas in-situ — megger 5/10 kV con IP bajo IEEE 43, surge comparison, factor de potencia bajo IEEE 286, ELCID sobre estator si el alcance lo justifica. Resultado: confirmación cuantitativa de que el rebobinado es necesario y definición de si es total, parcial o re-impregnación.
2. Logística y traslado a taller
Coordinación de ventana de paro con operación, extracción del rotor en sitio si aplica, transporte del estator o del generador completo a planta Tlajomulco con grúa 60 t propia y transportistas calificados. Recepción documentada con registro fotográfico de estado inicial.
3. Desarme controlado y retiro de bobinas
Documentación fotográfica detallada del bobinado original, levantamiento de planos as-built del diseño electromagnético si no existen, marcaje de bobinas y conexiones, retiro controlado con horno de carbonización del aislamiento (para no dañar el núcleo), limpieza del núcleo, inspección visual + ELCID + loop test para validar integridad del núcleo antes de rebobinar.
4. Fabricación de nuevas bobinas
Cobre certificado de calibre y forma adecuada al diseño (rectangular o redondo, transpuesto si aplica), aislamiento clase F o H con cinta mica-glass aplicada con tensión y traslape controlados, formado de bobinas pre-formadas en moldes calibrados, verificación dimensional de cada bobina antes de instalar.
5. Instalación de bobinas y conexionado
Instalación en ranuras respetando paso y geometría original, calzado con cuñas magnéticas, soldadura TIG calificada de cabezas de bobina con técnicos certificados, instalación de anillos de fase, atado con cordón de fibra de vidrio, validación dimensional del bobinado completo.
6. Impregnación VPI y curado
Secado preliminar del bobinado en horno, traslado a tina de impregnación al vacío, evacuación a vacío profundo para extraer aire de cada vacuola, inundación con resina epóxica clase F/H, aplicación de presión positiva para forzar penetración, drenaje controlado, curado en horno con curva de temperatura específica del proveedor de resina.
7. Pruebas finales y entrega
Paquete IEEE 95 completo — megger 5/10 kV, IP, factor de potencia bajo IEEE 286, surge comparison, Hipot DC escalonado, descargas parciales bajo IEC 60270, resistencia óhmica. Para rotores: RSO de referencia. Para polos salientes: caída de tensión por polo. Balanceo dinámico cuando aplica. Protocolo firmado bajo CFE LAPEM W4200-12. Retorno a sitio para comisionamiento.
Marco normativo
Normas técnicas aplicadas en rebobinado de generadores
CFE LAPEM W4200-12
Certificación de taller para servicio de rebobinado en generadores síncronos 1–100 MVA. Es el referente normativo en México — sin esta certificación el equipo rebobinado no es aceptado por CFE ni por muchos operadores privados industriales con auditoría técnica.
IEEE 95-2002
Recommended Practice for Insulation Testing of Large AC Rotating Machinery with High Direct Voltage. En rebobinado es la norma maestra para validación dieléctrica del aislamiento nuevo — define la curva Hipot DC escalonada, los criterios de corriente de fuga aceptable y los procedimientos de prueba RSO en rotores.
IEEE 43-2013
Resistencia de aislamiento e índice de polarización. En rebobinado aplica como prueba intermedia (validación del secado pre-VPI) y prueba final (validación del aislamiento nuevo). IP del bobinado clase F/H debe estar muy por encima de 4.0 inmediatamente post-VPI.
IEEE 286-2000
Recommended Practice for Measurement of Power-Factor Tip-Up of Electric Machinery Stator Coil Insulation. En rebobinado aplica como validación de calidad del aislamiento nuevo — el tip-up entre 0.2 PU y 0.8 PU debe estar dentro de tolerancia, indicando ausencia de vacuolas internas y proceso VPI correcto.
IEEE 1434-2014
Guía de medición de descargas parciales en devanados de estator. En rebobinado aplica como prueba final de calidad — un aislamiento nuevo bien ejecutado tiene niveles de DP muy bajos. Patrones anómalos indican defectos de proceso (vacuolas, contaminación, mala impregnación).
IEC 60034-1 / IEC 60034-18
IEC 60034-1 define características nominales del rebobinado (tensión, corriente, clase de aislamiento) y IEC 60034-18 cubre evaluación funcional del sistema de aislamiento eléctrico de máquinas rotativas. Referencia internacional complementaria a IEEE.
IEC 60270
High-voltage test techniques — partial discharge measurements. En rebobinado aplica como protocolo estandarizado de la medición de DP post-VPI — equipamiento calibrado, configuración del circuito de medición, criterios de evaluación de patrones.
ISO 9001:2015
Sistema de gestión de calidad. En rebobinado garantiza trazabilidad completa por número de orden — desde la recepción del equipo hasta la liberación. Cada paso firmado por técnico responsable. Requisito para auditorías de operadores Pemex, CFE, mineras globales.
FAQ
Preguntas frecuentes sobre rebobinado de generadores eléctricos industriales · estator y rotor
Preguntas que recibimos con frecuencia. ¿No encuentras la tuya? Escríbenos a ventas@temisapowergen.mx.
¿Cuánto tarda el rebobinado de un generador de 10 MVA?
Entre 8 y 14 semanas según disponibilidad de materiales (cobre, aislamiento clase F/H, resinas) y alcance final tras desmontaje. El cronograma se cierra con el cliente al término del diagnóstico, antes de iniciar producción.
¿Pueden rebobinar generadores que fallaron en cortocircuito severo?
Sí, siempre que el núcleo magnético sea recuperable. Después del diagnóstico de falla evaluamos integridad de laminaciones (con prueba ELCID), geometría de ranuras y daño a piezas mecánicas. Si el núcleo presenta daño irreversible lo informamos con evidencia técnica y proponemos alternativas.
¿Hacen rebobinado en sitio o solo en taller?
Mayormente en taller propio porque el proceso requiere tina de impregnación al vacío, horno de curado y banco de pruebas. Para reparaciones menores o atención de fallas localizadas (bobina específica, conexión de extremo) sí hacemos servicio en sitio.
¿Qué garantía dan en un rebobinado?
Otorgamos garantía conforme a las condiciones del contrato de servicio formalizado por proyecto.
¿Atienden generadores de múltiples marcas OEM?
Sí. Damos servicio independiente del fabricante a generadores de Brush, Siemens, GE, Toshiba, Mitsubishi, ABB, Jeumont, WEG, Stamford, Leroy-Somer y otros OEMs. No somos representantes oficiales — somos taller especializado certificado por CFE LAPEM W4200-12.
¿Qué pruebas se aplican post-rebobinado?
Paquete completo bajo IEEE 95-2002: Hipot AC o DC con curva escalonada, índice de polarización (PI), factor de potencia (DF), surge comparison entre fases, resistencia óhmica y resistencia de aislamiento. Cada generador rebobinado se libera con protocolo firmado.
¿Cuál es la diferencia entre VPI y rebobinado con barniz convencional?
VPI (Vacuum Pressure Impregnation) sumerge el devanado completo en resina epóxica bajo vacío y luego presión, garantizando penetración total en cada vacuola y entre cada conductor — el aislamiento resultante es monolítico, libre de aire interno y tiene mayor resistencia dieléctrica, mecánica y a la contaminación. El barniz convencional se aplica por inmersión simple o goteo y deja vacuolas internas que con el tiempo evolucionan en descargas parciales. VPI es estándar moderno para generadores mayores a 2.3 kV y es lo que aplicamos en TEMISA — barniz convencional solo en motores de baja tensión y aplicaciones específicas que no justifican VPI.
¿Aislamiento clase F o clase H — cuál conviene?
Clase F (155 °C de temperatura máxima del aislamiento) y clase H (180 °C) son los dos estándares actuales para generadores industriales. Clase F es lo más común y suficiente para la mayoría de aplicaciones — opera con margen térmico holgado en condiciones normales. Clase H se justifica cuando el régimen operativo es exigente (alta temperatura ambiente, ciclos térmicos severos, carga al límite continuo), cuando se quiere extender vida útil del aislamiento o cuando el OEM original especificó clase H. En TEMISA mantenemos por defecto la clase del diseño original — si el cliente quiere upgrade a clase H lo evaluamos técnicamente.
¿Pueden rebobinar polos salientes de hidrogeneradores?
Sí. Para hidrogeneradores con rotor de polos salientes (típicos de centrales hidráulicas) hacemos rebobinado polo por polo — desmontaje de cada polo, retiro del devanado de campo degradado, fabricación de nueva bobina con cobre certificado y aislamiento clase F/H, instalación con verificación de espacio entre polos, balanceo dinámico del rotor completo y pruebas individuales por polo (caída de tensión por polo bajo IEEE 95). Servicio aplicable a hidrogeneradores CFE y privados en operación en México.
¿Mantienen las bobinas pre-formadas del diseño original o usan concentradas?
Respetamos el diseño original del OEM. Si la máquina fue diseñada con bobinas pre-formadas (típico en estatores de gran capacidad >5 MVA), las nuevas bobinas se fabrican pre-formadas con la misma geometría — radio de curvatura, paso de bobina, cabeza de bobina. Si fue diseñada con bobinas concentradas (más común en máquinas menores), se respeta. Cambiar el tipo de bobinado implica recálculo electromagnético y validación con FEM (Finite Element Method) que no se justifica salvo en rediseños mayores con repotenciación documentada.
¿Qué garantía dan en un rebobinado post-VPI?
La garantía contractual cubre el rebobinado en condiciones operativas normales — sobrecargas dentro de tolerancia, ambiente dentro de especificación, mantenimiento conforme a las recomendaciones. Está documentada en el contrato por proyecto. El aislamiento VPI bien ejecutado tiene vida útil esperada de 20–30 años bajo régimen normal — la garantía cubre defectos de proceso, no el envejecimiento natural por horas de operación.
Continuar explorando
Servicios y recursos relacionados con rebobinado
Guía técnica completa · Mega-pillar
Guía completa de mantenimiento de generadores industriales
Mega-guía técnica: protocolo IEEE 56, frecuencias de intervención, paquetes diagnóstico y casos reales.
Leer guía mantenimientoServicio multi-OEM
Sectores industriales
Servicios core
Tipos de equipo
Contacto · Confía en los expertos
Detectamos fallas
antes de que ocurran.
Nos especializamos en generadores industriales. Es lo que mejor hacemos.
Más de 70 años respaldan cada reparación. Respuesta prioritaria a tu solicitud y servicio 24/7 en todo México.
CONFÍA EN LOS EXPERTOS.
Oficinas
+52 33 3614 2460Correo de cotizaciones
ventas@temisapowergen.mxServicio de emergencia
24 / 7 — todo México